欢迎来到河北桥星减速机制造有限公司网站!

 0317-7343606
0317-7343606




卧式双轴型齿轮减速器是一种动力传递机构,通过小齿轮驱动大齿轮的方式二级减速,达到1/25的传动比,从而将电机(马达)的回转数减速到所要的回转数,并得到较大转矩。卧式双轴型齿轮减速器具有结构紧凑、寿命长、噪音低、体积小、扭力高、免保养、安装维修方便、运行稳定等特点,被广泛用于各种机械装备的传动装置。拆装工艺传统讲解方式如下:
(1)将齿轮减速器润滑油放干净,用螺丝1刀将轴键、轴封拆下来,从外到内拆卸,用内六角扳手将端盖螺丝拆下,用螺丝将端盖均匀顶出。





任何机器都是许多零件和部件所组成,按照规定的技术要求,将若干个零件结合成组件,部件,后装配成机器的工艺过程称为装配。凡是装配完成的机器,必须满足规定的装配精度。产品的装配精度一般包括零件、部件之间的距离精度,相互位置精度,配合精度,运动精度,接触精度等。同时还要满足一些特殊工艺技术要求,如打压试验,参漏试验、静平衡、动平衡、密封性、摩擦要求等等。
为了达到规定的装配精度,对具体的装配尺寸链要进行计算,常用的方法有,互换装配法,完全互换法和大数互换法、选择装配法、修配装配法、调正装配法。
在装配过程中用什么方法达到技术要求所规定的装配精度,以较低的零件精度达到较高的装配精度,以较少的装配劳动量达到规定的装配精度,就要制定合理的装配工艺规程。
1、减速机的装配技术要求
1、减速机的组装、部装以及总装一定要按装配工艺循序进行,不能发生工艺干涉,如轴中间的齿轮还没装,便先把轴端的轴承装配。
2、未经技术检查科检查合格、验收、未打印和油漆未干的零件一概不准装配。
3、任何相互配合的表面尽量不要在装配时修正。要求配作的零件,像键与键槽的修配除外。
4、滚动轴承在装到轴上之前应先在油漆中预热80-100℃并要作热膨胀计算。力的传递应通过滚动轴承的内环。装配时将未打印的一面向支承面装靠。
5、减速机机盖、机座对合面尽量不要采用任何垫片进行密封。
6、装配前零件要进行清洗,滚动轴承要用汽油或质量好的清洗剂清洗,然后用压缩空气吹干。
7、减速机装配后进行试车,试转的转速应接近减速机额定转速,严禁在试车时的润滑油内加入研磨剂和杂志,齿面接触率要达到规定的等级要求。
8、减速机合格后,由技术检验部门打印并作出鉴定书,未经检验合格的减速机不能进行机器装配和入库,成品包装好的减速机要有鉴定书和安装保养须知。
无论是硬齿面减速机还是二次包络蜗轮副,先进合理的设计、高精度的制造、组装、的性能检测保证外,正确的装配才是保证齿轮箱长寿命、工作的重要环节[[2]。就目前的情况来看,二次包络蜗轮副的安装主要靠我厂装配人员自行装配到设计人员设计的箱体里,蜗轮蜗杆的啮合质量主要由装配人员的经验及素质决定,影响蜗轮付使用寿命的人为因素较突出。采用硬齿面减速机则不存在齿轮的装配问题,对于安装的考虑主要在于设计阶段,比如:如何定心定位、如何防止油泵油管的干涉、如何保证机架的安装尺寸等,基本上像一般的部件安装即可。在安装的便利性上来看,硬齿面减速机有的优势。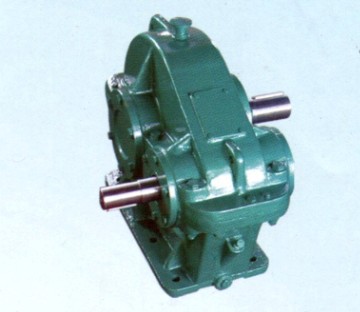

扫一扫手机网站







 在线客服
在线客服 0317-7343606
0317-7343606 1402381865@qq.com
1402381865@qq.com